日本刀
日本刀(にほんとう,Nihontou),在日本又称为刀(かたな,Katana)。依据形状、尺寸分为太刀、打刀(刀)、胁差(胁指)、短刀等。广义上还包括长卷、薙刀、剑、枪等。自古以来作为武器的同时以其优美的造型著称,很多名刀被当作美术品收藏,并寓含着武士之魂的象征意义。与其他国家的刀类不同、日本刀最大的一项特点就是在外形装饰之外刀体本身展现出艺术感。在日本制刀人被称作“刀工”、“刀匠”、或“刀锻冶”。
日本刀制法
日本刀在制法上集合了相当高的技术,共分如下几个步骤:
炼钢
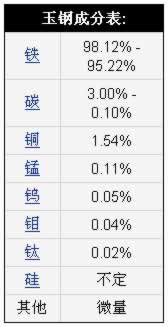
日本刀的材料钢,被称作和钢(わこう,Wakou)或玉钢(たまはがね,Tamahagane)。玉钢以日本传统土法炼成。这是一种低温炼钢法,炉温不超过1000℃。此法看似原始,但相比近代的高温炼钢法,能炼出品质纯良的好钢。不过高温炼出的钢材较软,易打造成形,而低温炼出的钢材较硬,较难打造,可以说制作日本刀是人力密集型的工事,是以血汗换取的品质。根据不同地区,不同的流派,所用钢材成分多少会有差异。大体上玉钢所含成分如表所示。
水减
即淬火工艺,淬火即所谓的热处理,日本称为水减(みずへし,Mizuheshi)。从现代材质学的角度来看,这个步骤算是刀匠控制钢材含碳量的手法。
刀工将加热后的和钢锤打成扁平的厚度为约5mm的薄片。看似简单的工序,其实不然,为了控制钢材的含碳量 ,加热次数有严格限制;而且和钢的硬度在其续渐冷却时会有所改变。只有有经验的刀工才能准确把握施锤力度的变化,在限定的加热次数下将玉钢打炼成厚薄均一的薄片。
钢片成形后,刀工会用水将其急速冷却。可使钢多余的含碳部分剥离。使刀身具有良好弹性,刀口坚硬不易缺口。刀匠要对钢片的温度和用水的份量有极准确的把握,才能够得到含碳量合适的材料。
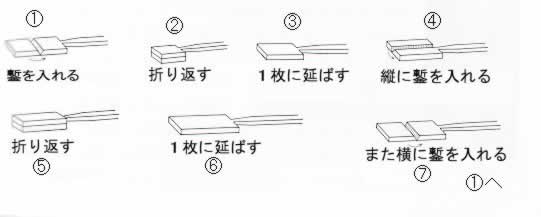
锻炼
刀工将烧红的钢块捶打锻造,钢块捶打开后再折叠起来捶打,如此反复,追打到第10次,就会有1024层的钢材,通过这一步骤,可将钢中 硫等杂质和多余的碳素等清除,以增钢材弹性与韧性。这就好比揉面一般,捶打的层数越多,钢材中的碳和各种成份就会更加均一,铁晶体也会更细致,最终锻造出来的钢材品质均一、达数千层,十分强韧。
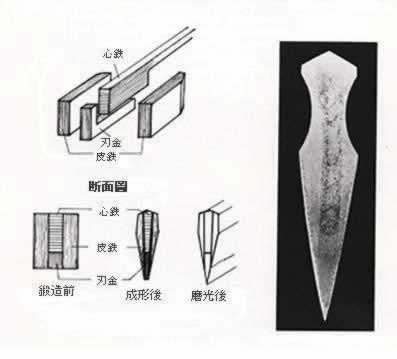
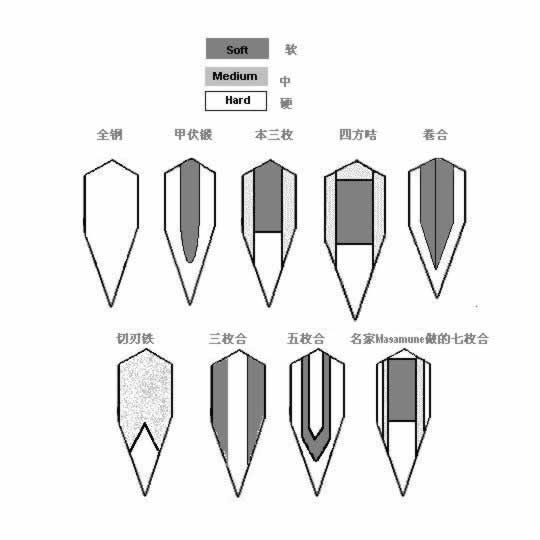
钢材搭配
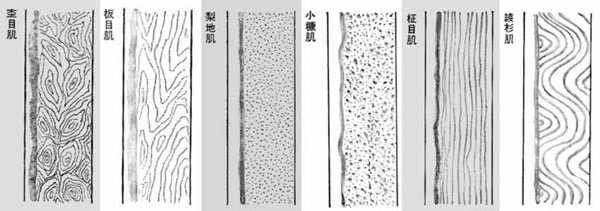
日本刀的造形不论刀尖或整个刀身是以圆为基础造型,刀身之所以为弧形主要是钢材的搭配以及淬火所造成的。首先,刀工以碳素含量多而硬的刃金(はがね,Hagane)、皮鉄(かわがね,Kawagane),将碳素含量少而质软的心鉄(しんがね,Shingane),包裹起来日语称做造込(つくりこみ,Tsukurikomi)这样的双重构造是日本刀的一大特点。外侧的刃金和皮鉄使得刀锋利而且有适当的硬度不至于弯折。此后的烧入阶段以碳素量和焼入的冷却速度控制刀尖和其他的部分的体积膨胀量的差。从而使刀尖产生强烈的压缩应力使得刀更不易破损,并且形成弯刀的弧度。
素延
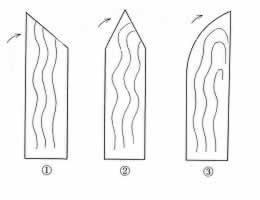
将刀的形状捶打延长成长条形,叫做素延(すのべ,sunobe),在这个阶段基本出现刀的雏形。这一步完成后,刀工会将最前端部分切掉,来制作刀尖。
烧入
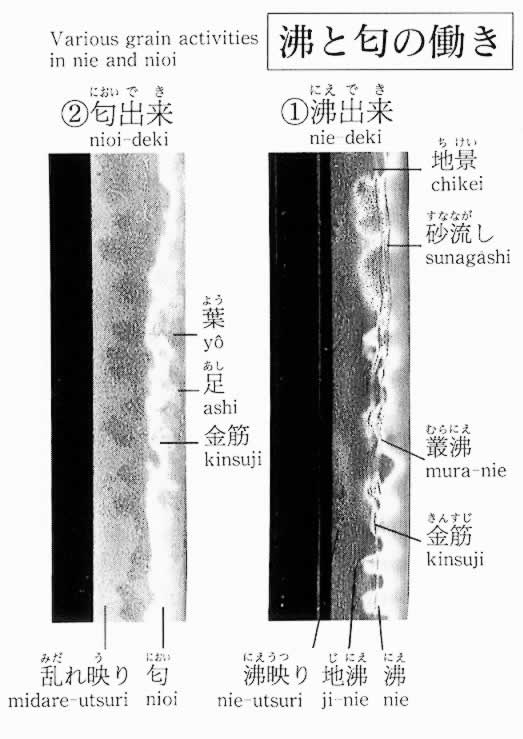
最后一道火锻工序。刀工先用粘土、木炭粉和磨刀石的粉末调制出烧刃土(やきばつち,Yakibatsuchi) ,再将成形的刀身用烧刃土包封。刃的用土较薄,镐地和栋的用土较厚。基本上,烧刃土的分布可以由完成品的刃文看出一些头绪。不同的流派烧刃土的成份和调制方法亦有不同。封好的刀身会被放到 750℃ - 760℃的炉火之中。刀工凭经验由火炎的颜色判断炉内温度,若温度超过800℃以上,就会影响刀的强度。经过特定的加热时间,刀匠就会刀再放到水中急速冷却,进行另一道淬火工序。通过此步骤刀变得更硬更锋利,刀身产生弧度,刀的表面生成一层非常坚固的“马登斯晶体” (Martensite),所谓马登斯晶体简而言,即是高温晶体结构因为急冷的缘故被锁紧在“亚稳”(Metastable) 的状态,所以晶体之间存在很大的内在张力,造成 "坚硬" 的效果 。而经过此步骤在刀刃与刀面的边界处产生出如同洒上银沙班的颗粒状纹样日语称做沸(にえ,Nie),整体上看,这些细小的白点形成白雾一般的线条,被称作匂(におい,Nioi),这是鉴赏一把日本刀品质的重要依据。
由于这一步骤,技术要求非常高,稍有闪失,可能造成刀身崩裂,将对整把刀构成致命的损伤。另外即使勉强成形,也可能无法产生美丽的纹样。为了减少失误,现在刀工多用油来进行烧入的步骤。
收尾
此时刀已基本成型,需要开始转入更细致的深加工。
锻冶押
调整完成焼入的刀的弯曲度、刀工进行粗略的削制。此时检查修整细小的瑕疵、刀体形状等进入最终调整阶段。
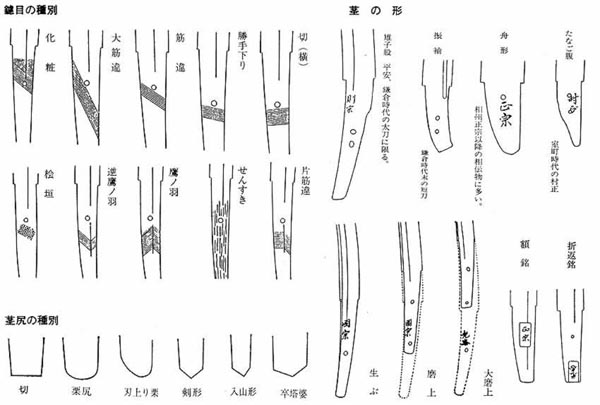
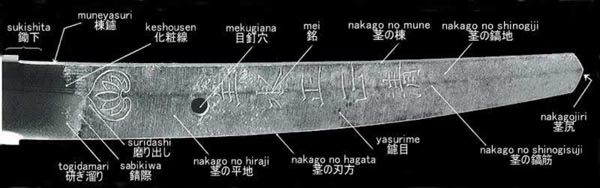
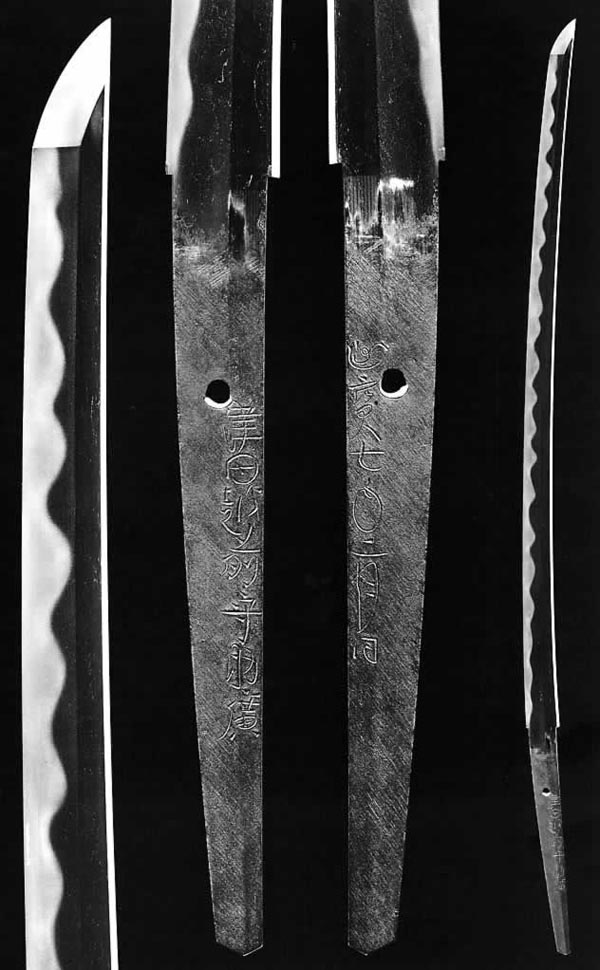
茎
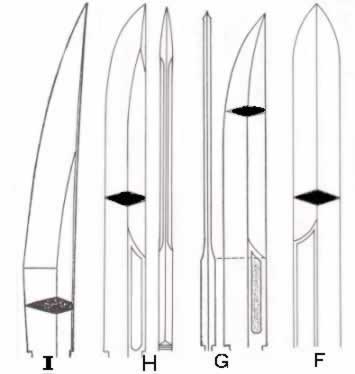
为安装刀把而留出的部分,日语称为茎(なかご,Nakago),也可以写成中心,中子。刀工调整茎的形状、开一个镶嵌刀柄时使用的目钉穴(めくぎあな,Mekugiana)。并且刻上鑢目(やすりめ,Yasurime)。这个部分容易生锈,根据锈迹可大致判定刀的年代。
铭切
一般刀工在最后将自己的名字、住所、制作年月铭刻在茎上。严格讲,铭是被利器 "切" 在或 "錾" 在茎上的。一般的,在表面铭刀工名和住所(佩刀时向外一侧为表)、内侧铭制作年月和持刀者名,但是例外也很多见。
以上步骤完成后,刀工的工作到一段落,研磨、造鞘、装饰、卷柄等工序另有专人负责,不属于刀工的工作范围。

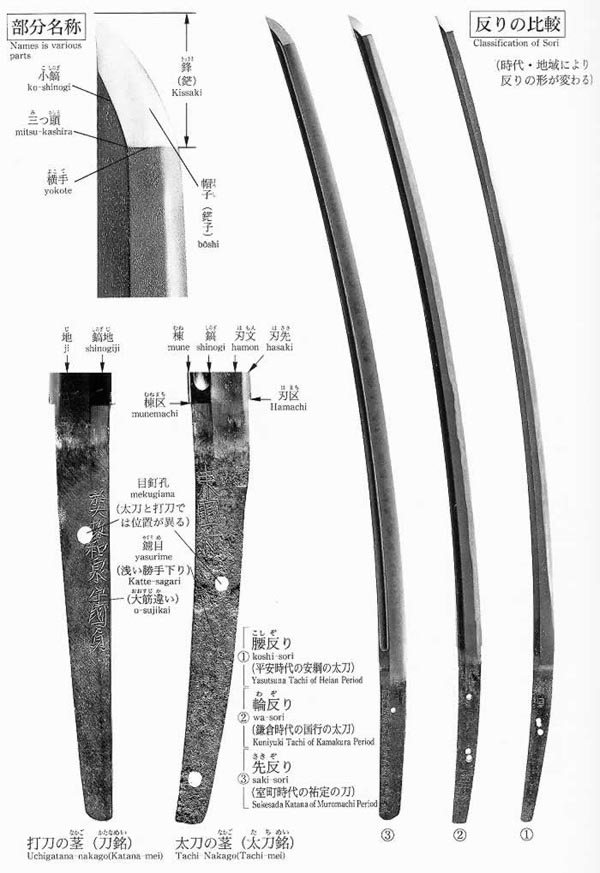
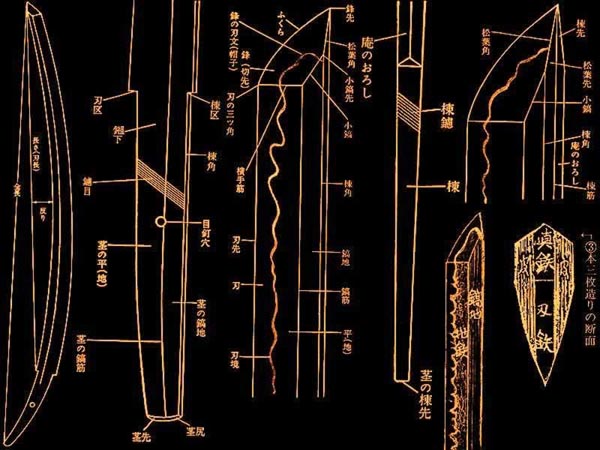

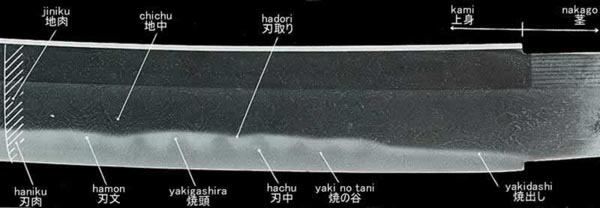
日本刀各部位术语名称
1、
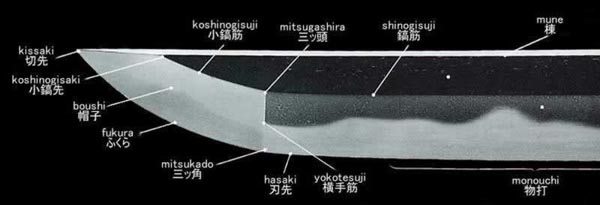
2、
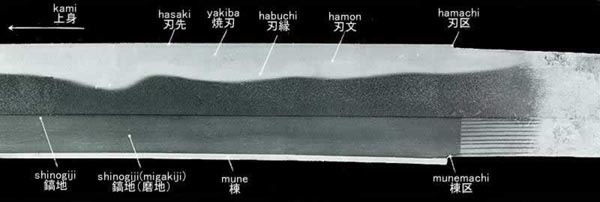
3、
4、
刀装配件包括鞘、小柄、笄、缘、头、目贯、镡等。
其中以镡(つば,Tsuba)为主要配件,镡相当于一般的剑格或护手,其作用是:
1.出刀与收刀的开关。
2.格斗时保护手掌与手腕。
3.显示社会地位尊荣,高贵的像征。
安土桃山时代之前着重实用性,即前两项,桃山时代之后着重装饰性,即第三项。
历史
日本刀的形态,从平安后期,经过镰仓,南北朝,室町,桃山,江戸初期,中期,幕末的推移,出现了很大的变化。主要表现为从直刀到弯刀的的转变,直刀适合扎刺,弯刀适宜挥斩,之所以出现这样的转变主要是战斗样式的变迁造成的,从平安末期开始,为适合马上作战,刀具不断被改良。
日本刀的制作,从平安后期到镰仓时代,出现了大和国,备前国,山城国,相模国,美浓国五大中心、各地名刀工辈出。
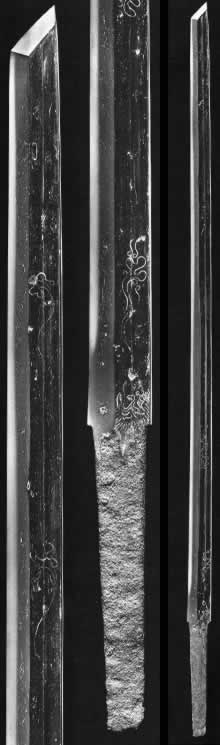
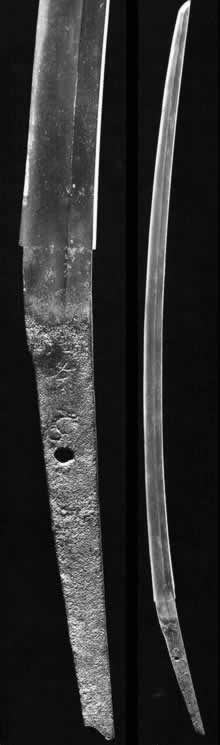
上古时期
平安时代末期之前的刀剑被归类为上古刀,刀形有别于现在常见的日本刀,或为直刃,或带双锋。上古刀极为罕见,是重要的考古材料。
日本古坟时代已经出现铁制刀剑。譬如崎玉县的稻荷山古坟和岛根县的造山古坟都有铁剑出土。从稻荷山古坟出土的“金错铭铁剑”制作于公元471年,是为纪念服侍雄图天皇的功绩而作,刀上刻有115个汉字。这个时代的刀剑多已锈蚀。
7-8世纪以后的刀剑保存比较完整,有名的有四天王寺的丙子椒林剑七星剑,正仓院的金银钿庄唐长刀等,据考证这些刀剑是多为中国,朝鲜的舶来品。这个时代,吴(中国东南部的总称)的刀被认为是最好,对此推古天皇曾作诗赞赏。同时外国的锻造工艺大量流入使得日本的锻造水准也大幅上升。正仓院藏有一批被称作为“唐大刀”的上古刀,和被称作为“唐样大刀”日本仿制的上古刀。
现在遗留下来的平安时代初期的刀剑数量相当稀少。学术关于日本刀风格的变迁,以及日本是何时怎样创造出独特的弯刀等疑问,还未能充分阐明,普遍认为,平安时代中期 (10世纪左右)承平之乱和天庆之乱发生以后,直刀逐渐转变为弯刀。同时,制作工艺也由平造转为类似菱形的镐造刀。制作工艺的改进使日本刀更加坚固而且锋利。这一过渡期的典型的样式是刀身刀把为整块铁打制而成的“毛拔形大刀”以及带有锋两刃构造并有弯曲刀反的“小乌丸”型刀,毛拔形大刀以伊势神宫所藏传为藤原秀乡使用过的一把最为著名。
太刀时代
平安时代后期,尤其是武士势力最活跃的前“九年之役”和“后三年之役”时期,武士门第势力增大,由此日本刀有了大发展。如出产优质铁矿砂的伯耆国和备前国,还有作为政治文化中心的山城国,大和国等地,出现了不同流派的刀工,这个时候的日本刀主要被用于马上决战,所以多为太刀。这一时期的代表作品有源赖光在大江山斩了“酒吞童子”的“童子切”(伯耆国的安纲制,日本国宝),和传说让狐狸帮忙打造过的“小狐丸”(山城国的三条宗近制,二战时被毁)。除了安纲以外,山城(今京都)的三条小冶宗近,古备前友成等,被认为是现存刻有制作者名字作品的最古的刀工。
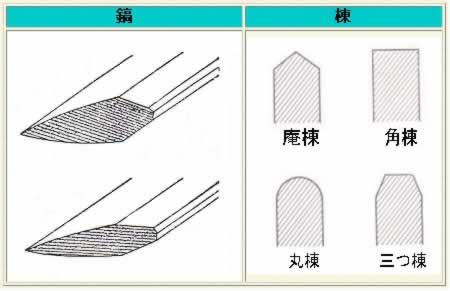
平安时代太刀特征为:镐造,庵栋(いおりむね,Iorimune),小切先,京反,前窄后宽,刀形优美。
镰仓时代初期日本刀与平安时代末期相似,镰仓幕府的武家政治体制的确立,使刀剑界十分活跃。后鸟羽上皇甚至设置了御番锻冶,月月召刀工锻刀,积极的鼓励制刀。
镰仓时代中期,由于重视使用性的结果,刀幅宽,整体宽窄变化小。刀锋为猪首切先,品质实在刀风刚健。此时短刀制作开始繁荣。
镰仓时代末期,两次元军入侵以及原有政治体制的崩溃带来的社会大动乱,使得制刀业繁荣。这个时期的日本刀,相比镰仓中期风格更加豪放。继承和发扬了刀幅广,刀体宽窄变化小的特点,切先也更长了。短刀,刀,太刀都同样的出现比其他时期更长的特点。
南北朝时代,大量出现了和以往不同的称为大太刀,野太刀的大型刀。
室町以后
室町时代中期以后,日本刀由刀刃向下佩带的太刀转为刀刃向上佩戴的打刀。由于转入了和平时期,日本国内刀剑需求量降低,日本刀开始作为贸易品大量生产,由此日本刀的品质开始下降,由应仁之乱引发的再度战乱,刀剑的需求量又再度膨胀,为适应需求出现了大量的粗制滥造品,使得日本刀的品质更加下降了。
到了江户时代,江户(今东京),大坂(今大阪)各地锻造业繁荣,各地名刀工涌现。随着太平盛世的持续,日本刀开始盲目追求华美的刃文,渐渐离实用性的本质脱离。另外,这个时代开始镡、小柄、目贯、笄等刀具装饰开始发达。
幕末期的骚乱开始后,以水心子正秀等为中心的主张古刀锻錬法复元派,再度将实战性强的日本刀制作法发扬。此后的刀被称为新々刀。正当制刀开始再度繁栄之时。明治维新开始了,1873年,开始禁止武斗,1876年,除警察,军人以外禁止带刀的废刀令出台、日本刀急速衰退。现代作为一项传统工艺,古式制刀法仍在各地流行。
日本刀的分类
按时代划分
上古刀(じょうことう,Jyoukotou):通常不列入日本刀之列,指的是古刀之前的刀。以直刀为主,大刀等偶尔可见刀反。
古刀(こどう,Kodou)指庆长以前的日本刀。室町时代中期以前主要是太刀。
新刀(しんとう,Shintou)庆长以后的刀。
新々刀(しんしんとう,Shinshintou)依据水心子正秀提倡所制作,使用古刀锻造法的刀,另有诸说,概指18世纪末到19世纪初,幕末时期的日本刀。
现代刀(げんだいとう,Gendaitou)也有诸说,概指1876年日本颁布废刀令以后所制刀。
·昭和刀(しょうわとう,Syouwatou)作为美术刀剑的日本刀范畴外的一种,是主要用于军刀的兵器用刀。有多种制法。
各時代日本刀的特徵
各時代的日本刀在造形上和體配特徵上都有很大的區別,按時代一般分為古刀,新刀,新新刀,現代刀四大纇。
古刀:上古﹣文祿4年(1595)
1.上古時代
作為這個時代的日本刀的資料,有古墳裡的出土品以及奈良時代的正倉院貢品裡的刀劍纇。這些幾乎都是沒有彎度的直刀,都是平造和切刃造的體型。
2.平安末期﹣蒹倉初期
從這個時代開始,出現了我們今天看到的太刀,也就是說有了彎度的鎬造(刀背棱造)的刀。特徵是刀身下部較寬上部(刀尖)較窄,刀身從腰部開始出現較強的彎度。
這個時代的著名刀工有:三條宗近∕五條兼永(京),安網,友成∕正恆(古備前),一文字則宗∕助宗(備前),貞次,康次(備中),三池典太光世(筑後),行平(豐後),波平行安(薩摩)等。
3. 蒹倉中期
蒹倉時期是武士全盛的時代,刀身很厚,下部寬度和上部寬度區別不大,成為非常豪放的太刀的姿態。刃紋以華麗的丁字亂為流行。而且,短刀的制做也開始多了起來。
這個時代的著名刀工有:粟田口國吉∕吉光(山城),國行∕二字國俊∕來國俊(山城的來一門),中期開始到末期,千手院∕保昌∕屁懸∕手搔∕當麻(大和五派),國宗∕助真∕新藤五國光(相模),一文字吉房∕助房,長船光忠∕長光,昌田守家∕真守,片山一文字則房(以上備前),助次∕吉次(備中)等。
4. 蒹倉末期
更加豪壯雄大的刀出現了,刀身非常寬,上下部寬度差別很小,並有很多將刀尖延長的。刃紋開始出現被稱為互目或者波紋的紋樣。隨著時代的進展,從氣出來的風格到沸出來的風格中發生轉變。著名刀工五郎入道正宗被認為是完成了沸出來風格的創始者。
這個時代的著名刀工有:來國光∕來國次(山城),當麻國行∕保昌貞吉∕手搔包永∕屁懸則長(大和﹣中後期),行光∕正宗∕貞宗(相模),則重(越中),實阿∕西蓮(筑前),延壽國村∕國資∕國時(肥後)等。
5.南北朝時代
制做了很多三尺多長的太刀,短刀也采用了很多寬大的平造方法。只是到了後來,太刀很多被加工打造縮短,變成了刀來使用。
這個時代的著名刀工有:信國∕長谷部國重(京),兼氏(美濃),兼光∕長義(備前),次直∕次吉(備中),左文字(筑前)等。
6.室町前期
表現出摹仿蒹倉初期復古刀的樣式,做了很多各種各樣的短刀和肋指(中長刀)。
這個時代的著名刀工有:信國(京),盛光∕康光(備前)等。
7.室町後期
到了室町時代,隨著戰鬥方式由單騎兵向步兵的集團戰的過渡,刀刃向上插在腰間的打刀開始多起來了。應仁﹣文明之亂以後,各地的戰亂紛起,粗制品的打刀也出現了。特別是應要求而仔細鍛造的刀被稱為定貨打以示區別。備前(今岡山縣)和美濃(今岐埠縣)是當時的主要產地。
這個時代的著名刀工有:平安城長吉(京),村正(伊勢),兼之∕兼元(美濃),祐定∕勝光∕清光(備前)等。
8.桃山時代
在刀劍史上,慶長(1596﹣1614)時代以前的刀被稱為古刀,這以後的刀被稱為新刀。刀的鍛鍊在京城江戶(今東京)開始,將新成長起來的權貴聚集的城下町做為中心匯集起來,加上交通的發達促進了鐵資源的交流,甚至外國的鐵(被稱為南蠻鐵)也能被使用了。
這個時代的著名刀工有:埋忠明壽∕掘川國廣(京),南紀重國,越前康繼∕繁慶(江戶),肥前忠吉等。


新刀:慶長元年(1596)﹣寶曆13年(1767)
江戶時代(寬永∕正保開始到文化以前)
進入天下太平的時期,刃紋也表現出斬新華麗的風格。
這個時代的著名刀工有:
長曾彌虎徹(江戶),和泉守國貞∕井上真改∕越前守助廣∕近江守助直∕一竿子忠網(大板),仙台國包,主水正正清(薩摩)等。
新新刀:明和元年(1764)﹣明治9年(1876)
幕末時代
文化∕文政以後的刀被稱為新新刀或者復古新刀。
水心子正秀(羽前山形∕江戶)和南海太郎朝尊(土佐)等提昌復古刀,水心子的門下還有像大慶直胤這樣的名家。
特別是源清磨(信州∕江戶)也立志復古相州物∕美濃志津的作風,他的作品被給與極高的評价。

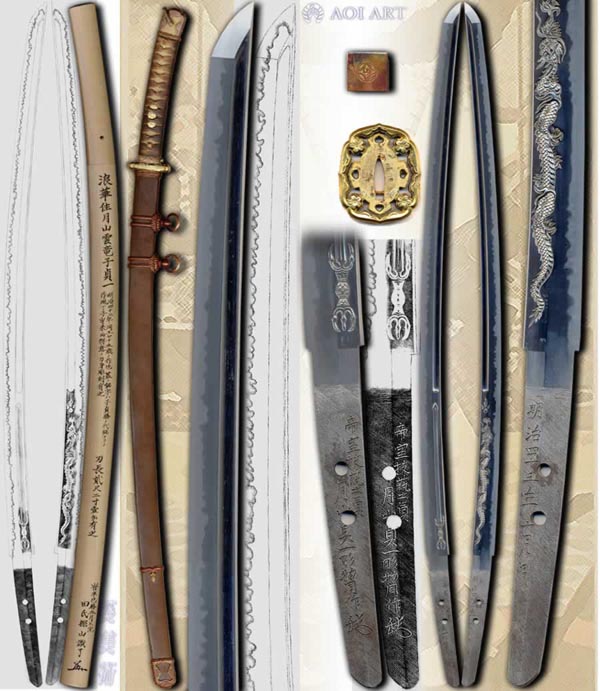
現代刀:明治10年(1877)﹣現在
明治以後
到明治維新時期,隨著廢刀,禁刀法的推出,刀匠師們都失業了。
幸運的是到1906年,名家月山貞一,宮本包則被任命為帝室技藝員,這樣才使得鍛造刀的技術得以保存下來。
一直到今天,作刀界都持續著昌盛。
|
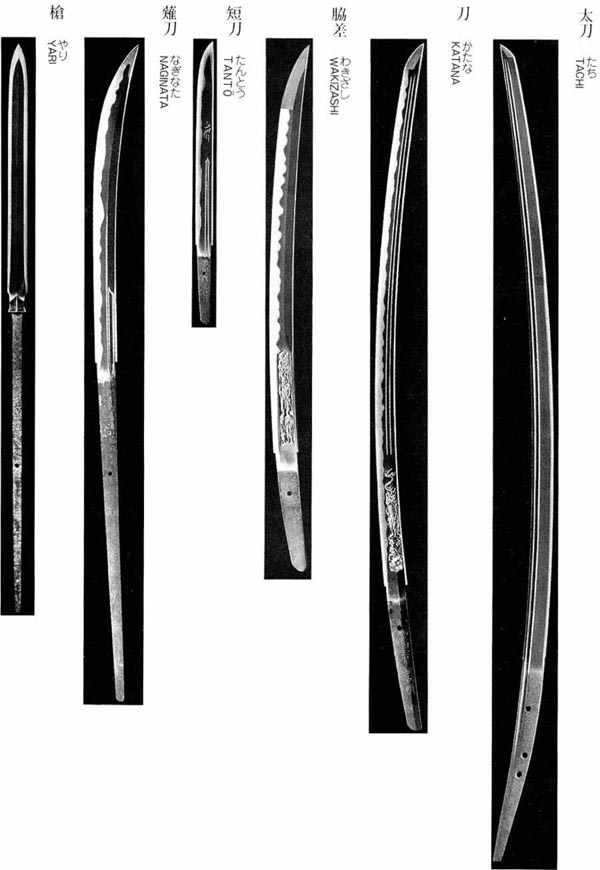
按形状分类 |
||||
|
太刀:
刀:
胁差(肋指):
短刀:
日本刀细部分类
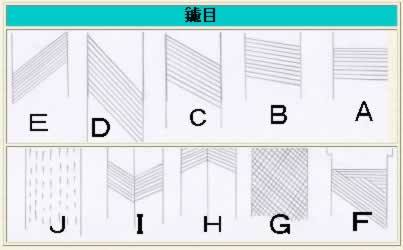
A:平造
F:切先両刃造
鑢目的种类
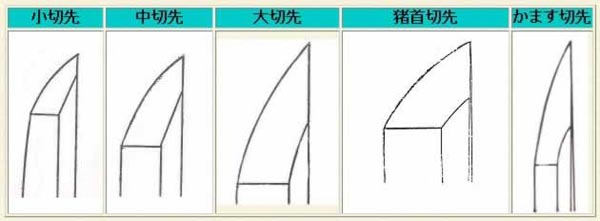
切先的种类
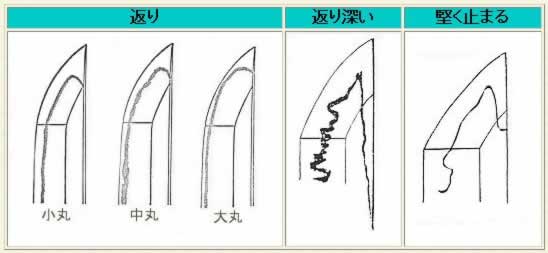
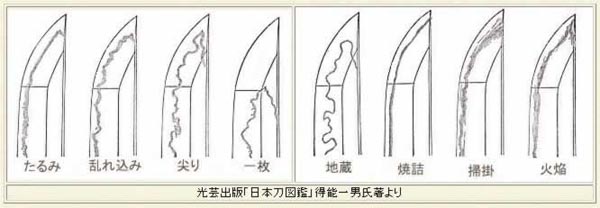
帽子的种类
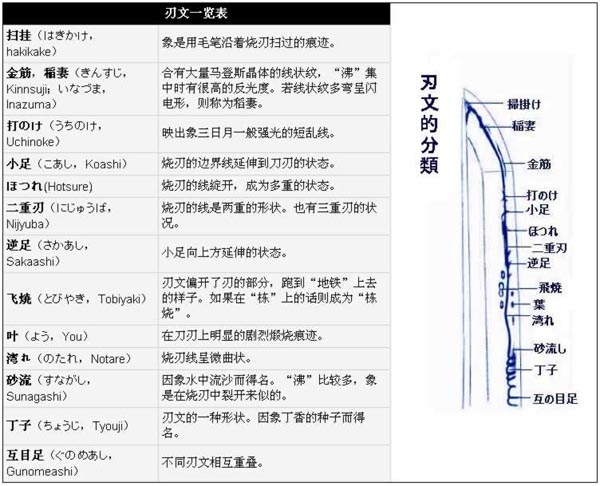
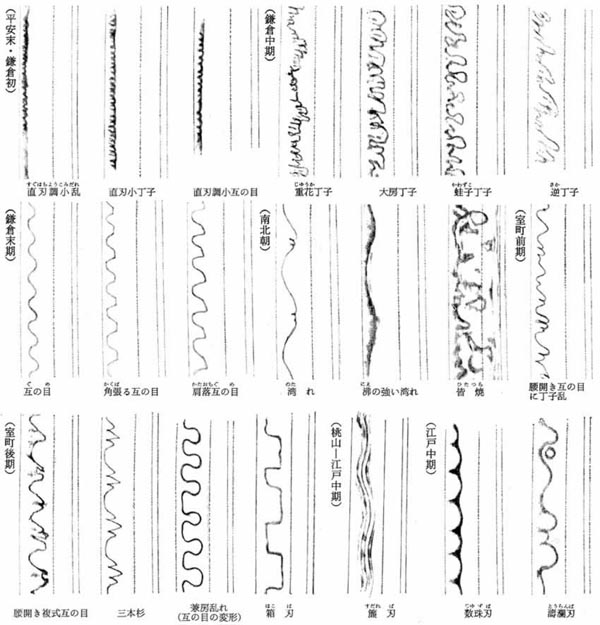
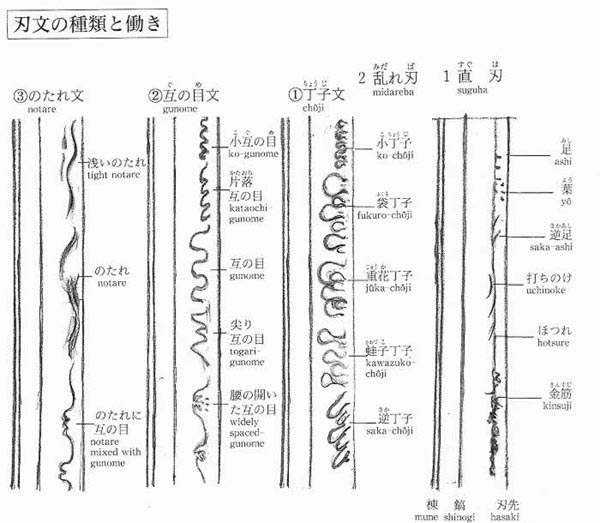
刃文的种类
刃 紋:
妖刀村正
|